
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Casa > Prodotti > Noce > Dado flangiato esagonale > Dado esagonale saldato ad alta resistenza con flangia





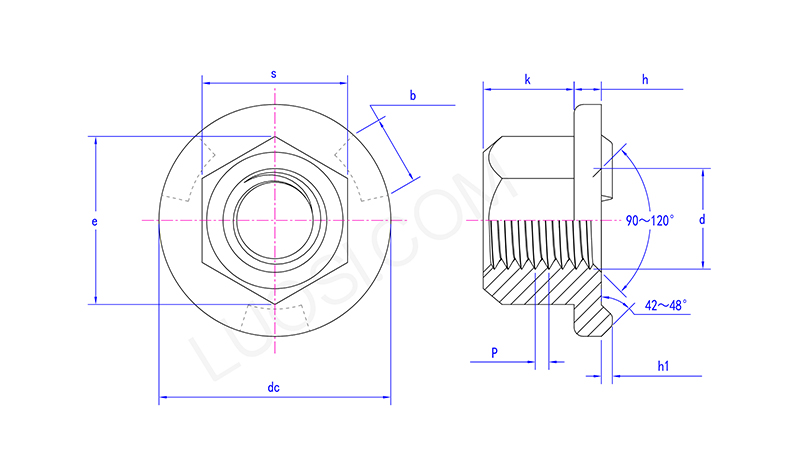
Dado esagonale saldato ad alta resistenza con flangia
Un vantaggio chiave del dado esagonale saldato ad alta resistenza con flangia è la combinazione di elevata resistenza all'estrazione, resistenza alle vibrazioni e facilità di allineamento durante l'assemblaggio. Xiaoguo® offre prezzi competitivi ed efficienti servizi di spedizione internazionale. Possiamo fornire campioni gratuiti.
Modello:Q 366-2012
Invia richiesta
Descrizione del prodotto
I dadi esagonali saldati ad alta resistenza in acciaio al carbonio con flangia sono generalmente adatti a gradi come 5, 8 o 10 (da ASTM A563) o classi di proprietà ISO simili, come 8, 10, 12. Ciò garantisce che abbiano proprietà meccaniche specifiche. Quelli in acciaio inossidabile generalmente soddisfano gli standard ASTM A194/A194M o ASME, che riguardano la loro composizione chimica e la loro resistenza alla corrosione, cose che contano per questi dadi.
| Lun | M8 | M10 | M12 | M14 |
| P | 1.25 | 1.5 | 1.75 | 2 |
| h1 massimo | 1.1 | 1.3 | 1.3 | 1.3 |
| h1 min | 0.9 | 1.1 | 1.1 | 1.1 |
| CC massimo | 22.5 | 26.5 | 30.5 | 33.5 |
| cc min | 21.5 | 25.5 | 29.5 | 32.5 |
| e min | 13.6 | 16.9 | 19.4 | 22.4 |
| hmassimo | 2.75 | 3.25 | 3.25 | 4.25 |
| h min | 2.25 | 2.75 | 2.75 | 3.75 |
| bmassimo | 6.1 | 7.1 | 8.1 | 8.1 |
| bmin | 5.9 | 6.9 | 7.9 | 7.9 |
| kmin | 9.64 | 12.57 | 14.57 | 16.16 |
| kmassimo | 10 | 13 | 15 | 17 |
| è massimo | 13 | 16 | 18 | 21 |
| è minimo | 12.73 | 15.73 | 17.73 | 20.67 |
Precauzioni:
Inserire correttamente il dado esagonale saldato ad alta resistenza con flangia significa utilizzare le giuste fasi di saldatura. Il dado deve essere posizionato nel punto giusto e tenuto stretto contro la superficie del pezzo da lavorare: assicurarsi prima che la superficie sia pulita e pronta. Per la saldatura a proiezione, devi utilizzare la corrente, i tempi e la pressione corretti. Per la saldatura ad arco, si tratta della tecnica giusta. In ogni caso, farlo bene è importante. Hai bisogno di una saldatura che vada fino in fondo, ma senza rovinare la filettatura del dado. È così che ti assicuri che l’articolazione regga.
Istruzioni per l'installazione:
Per saldare a proiezione un dado esagonale ad alta resistenza con una flangia, di solito è necessario un saldatore a resistenza speciale. Deve avere le giuste impostazioni di pressione, corrente e temporizzazione dell'elettrodo che funzionino per le dimensioni e il materiale del dado. Controlla la scheda informativa del produttore per le impostazioni suggerite che si adattano ai tuoi dadi specifici.
Tag caldi: Dado esagonale saldato ad alta resistenza con flangia, Cina, produttore, fornitore, fabbrica
Categoria correlata
Dado esagonale
Dado quadrato
Dado flangiato esagonale
Dado di bloccaggio
Dado cieco
Dado con intaglio esagonale
Avvitare A Mano Il Dado
Dado Rotondo
Mozzi Dadi
Dado a T
Noce di canna
Altre noci
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








