
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Dado tondo autoagganciante con trattamento annerente
Xiaoguo® investe in macchinari moderni per una qualità costante del prodotto. L'installazione del trattamento di annerimento rotondo del dado autoagganciante: il trattamento di annerimento comporta l'estrazione di un mandrino attraverso il suo centro, provocando la deformazione radiale della parte inferiore verso l'esterno, creando una superficie di appoggio ampia e sicura sul lato cieco del materiale.
Modello:QIB/IND ZS
Invia richiesta
Descrizione del prodotto
Per far sì che il trattamento di annerimento attorno al dado autoagganciante funzioni meglio e duri più a lungo, si ottengono rivestimenti superficiali diversi. Ecco le informazioni più comuni su quelli comuni:
I dadi in acciaio spesso vengono zincati, è possibile ottenere finiture cromate trasparenti, gialle o nere. Questo è un modo economico per proteggerli dalla ruggine. Poi c'è Geomet™, che è un rivestimento in scaglie di zinco. È davvero efficace nel combattere la corrosione e le sostanze chimiche e soddisfa molti standard automobilistici.
I dadi in acciaio inossidabile solitamente subiscono un processo di passivazione. Ciò aiuta solo ad aumentare la resistenza alla corrosione che già hanno. Per i dadi in alluminio, potrebbero essere anodizzati (che possono essere trasparenti o colorati) o ottenere una pellicola chimica (ovvero un rivestimento di conversione del cromato).
Tutte queste finiture svolgono lo stesso lavoro: proteggono i dadi dall'umidità, dai prodotti chimici e dall'usura. Questo è fondamentale se vuoi che durino a lungo.
Standard e parametri del settore:
Il trattamento di annerimento del dado rotondo autoagganciante segue le norme del settore, solitamente basate sulla norma DIN 7337 o qualcosa di simile. Ciò garantisce che possano sostituirsi a vicenda, indipendentemente da chi li produce.
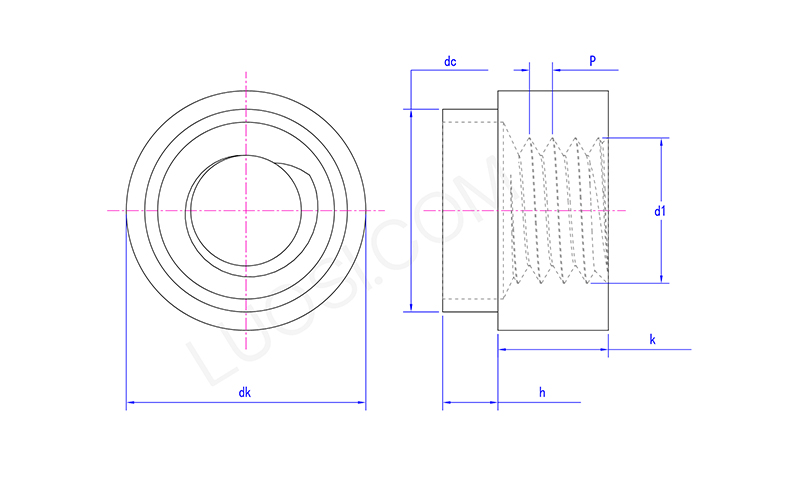
Li misuri in base a cose diverse: la dimensione del filo (come M4, M5 e così via), quanto è largo il corpo, quanto è larga la flangia e quanto può essere spesso il materiale quando li usi. Le dimensioni della filettatura standard vanno solitamente da M3 a M12.
La grande differenza è che dopo aver installato questi dadi, la flangia (la parte che si allarga) è molto più larga di quanto lo fosse prima il corpo. Questo è ciò che li rende così bravi a non trascinare i materiali.
Quando scegli una noce, devi conoscere le misure esatte. È necessario abbinare il dado alla dimensione del foro e allo spessore del materiale. Se non lo fai, non funzionerà bene.
| Lun | M3-1.5 | M3-2 | M4-1.2 | M4-1.5 | M4-2 | M5-2 | M5-3 | M6-2 | M6-3 | M8-2 | M8-3 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| non so massimo | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| non so min | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| CC massimo | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| kmassimo | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| kmin | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 |
5.75 |
5.75 |
5.75 |
| hmassimo | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| h min | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | M3 | M3 | M4 | M4 | M4 | M5 | M5 | M6 | M6 | M8 | M8 |
Quali strumenti sono necessari per l'installazione?
Per installare un dado rotondo autoagganciante con trattamento annerente, è necessario uno speciale strumento di impostazione chiamato mandrino. Questo strumento si inserisce nella filettatura interna del dado. Quando si tira o si applica forza allo strumento, il dado si espande verso l'esterno, deformandolo in modo che aderisca saldamente alla parete del tubo.
Esistono strumenti di impostazione manuale, ma nella maggior parte dei casi, soprattutto nelle configurazioni di fabbrica, sono migliori gli strumenti pneumatici o idraulici. Forniscono una forza costante, che garantisce che il dado sia installato correttamente ogni volta. Questa coerenza è fondamentale per prestazioni affidabili, soprattutto quando si eseguono molte installazioni.
Tag caldi: Dado autoagganciante rotondo con trattamento di annerimento, Cina, produttore, fornitore, fabbrica
Categoria correlata
Dado esagonale
Dado quadrato
Dado flangiato esagonale
Dado di bloccaggio
Dado cieco
Dado con intaglio esagonale
Avvitare A Mano Il Dado
Dado Rotondo
Mozzi Dadi
Dado a T
Noce di canna
Altre noci
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








