
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Dado di clinciatura che fa risparmiare tempo
Durante l'installazione, il dado di ribaditura, che fa risparmiare tempo, deforma la lamiera circostante, creando un forte interblocco meccanico. Xiaoguo® è un fornitore affidabile che produce bulloni, dadi e viti.
Modello:QIB/IND CLA
Invia richiesta
Descrizione del prodotto
Per ottenere un dado di ribaditura installato correttamente, che fa risparmiare tempo, è necessaria una pressa compatibile, che potrebbe essere idraulica, pneumatica o servoelettrica, con un buon controllo sul tonnellaggio, oltre a strumenti adeguatamente realizzati (un set di punzoni e matrici). Il punzone spinge direttamente sul dado, conficcandolo nella lamiera posizionata su una cavità di supporto dello stampo. Una matrice ben progettata consente al materiale di fluire in modo controllato nelle parti di ribaditura del dado. Mantenere la forza costante e tutto allineato è davvero importante. Se non usi abbastanza forza, il clinch sarà debole. Usane troppo e potresti danneggiare il dado o il foglio. E non è necessario pre-thread nulla prima.
Scenari applicabili:
I dadi di ribaditura che fanno risparmiare tempo sono molto utilizzati nelle industrie che hanno bisogno di assemblare la lamiera in modo efficiente. Li troverai nelle automobili: pannelli della carrozzeria, staffe, parti del telaio. Si trovano anche nel settore dell'elettronica, come involucri, rack e dissipatori di calore. Anche i sistemi HVAC li utilizzano, nelle condutture e nelle unità. Gli elettrodomestici, con i loro telai e alloggiamenti, armadi per telecomunicazioni, mobili e illuminazione, utilizzano tutti dadi di clinching salva-tempo.
Qualsiasi lavoro che richieda un perno filettato robusto e affidabile che sporga dalla lamiera (e sia a filo) funziona bene con un dado di ribaditura che fa risparmiare tempo. Sostituisce gli ingombranti dadi saldati o gli elementi di fissaggio allentati, semplificando sia la progettazione che la produzione.
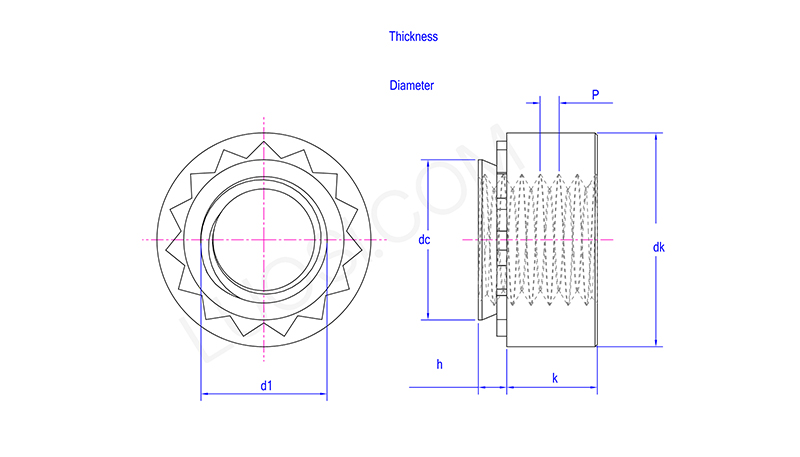
| Lun | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #2 | #2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| CC massimo | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| Diametro dei fori di montaggio min |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| Diametro dei fori di montaggio max |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| non so min | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| non so massimo | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| hmassimo | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| codificatore h | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| kmassimo | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| kmin | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| Spessore della piastra di montaggio min |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
Trattamento antiruggine:
Questi dadi hanno spesso trattamenti superficiali per aiutarli a resistere alla ruggine e ad avere un aspetto migliore. Quelli comuni includono la zincatura – trasparente, gialla o nera – zincatura-nichel, Geomet® (un rivestimento inorganico non elettrolitico) e la passivazione per l'acciaio inossidabile. Il rivestimento deve resistere all'elevata pressione del processo di clinciatura senza scheggiarsi.
Tag caldi: Dado di clinciatura che fa risparmiare tempo, Cina, produttore, fornitore, fabbrica
Categoria correlata
Dado esagonale
Dado quadrato
Dado flangiato esagonale
Dado di bloccaggio
Dado cieco
Dado con intaglio esagonale
Avvitare A Mano Il Dado
Dado Rotondo
Mozzi Dadi
Dado a T
Noce di canna
Altre noci
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








