
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



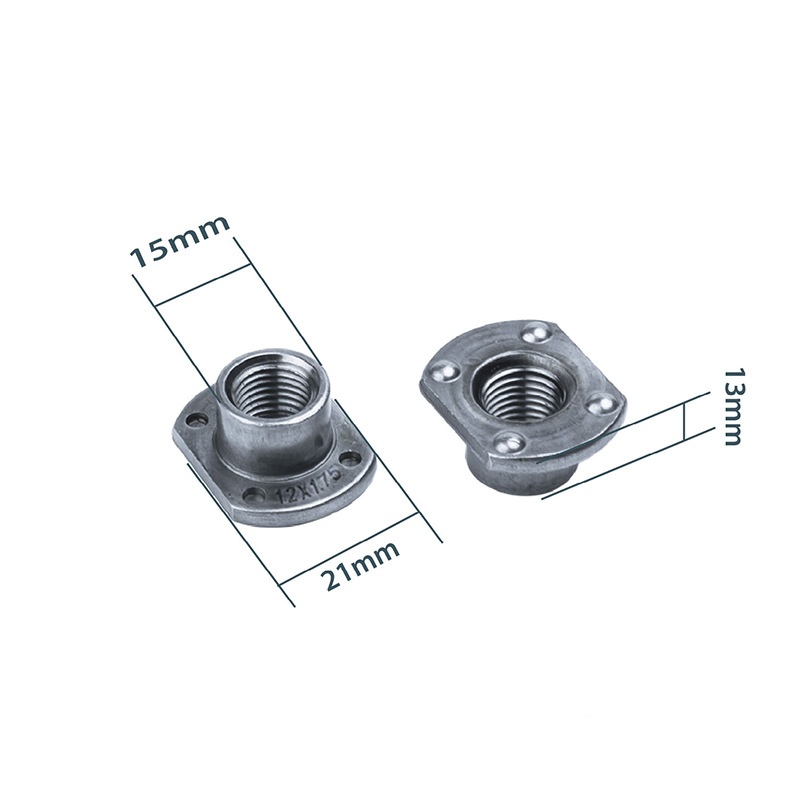

Caricare dadi saldati stile T stabili
I dadi saldati stile T stabili al carico offrono una resistenza superiore alle vibrazioni e all'allentamento rispetto a molti altri tipi di dadi una volta saldati. La produzione di qualità, supportata da produttori affidabili, è fondamentale per Xiaoguo®, garantendo che i prodotti soddisfino gli standard internazionali.
Modello:JIS B1196-3.2-1994
Invia richiesta
Descrizione del prodotto
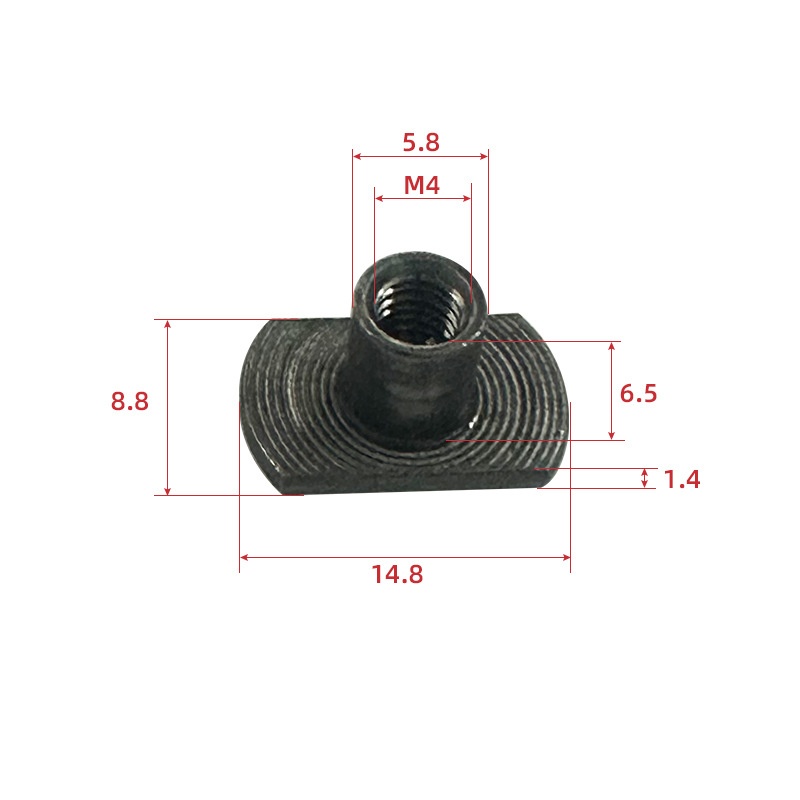
A differenza dei bulloni che richiedono l'accesso su entrambi i lati, i dadi saldati stile T stabili al carico necessitano di accesso solo da un lato, sia per la saldatura che per l'inserimento degli elementi di fissaggio. È molto utile per parti chiuse o sezioni a forma di scatola.
Inoltre, la grande flangia aiuta a sigillare la lamiera. Se si posiziona sigillante o guarnizioni sulla superficie della flangia prima della saldatura, questi dadi contribuiranno a formare una connessione aderente e a prova di perdite.
| Lun | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1︱1,25 | 1,25︱1,5 | 1,5︱1,75 |
| non so massimo | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| non so min | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| è massimo | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| è minimo | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| ds massimo | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ds min | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| kmassimo | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| kmin | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| hmassimo | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| h min | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d0 massimo | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0 min | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| d1 massimo | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| d1 minuto | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
Scenari applicabili:
Il materiale più comune ed economico per i dadi saldati stile T stabili al carico è l'acciaio a basso e medio tenore di carbonio, come AISI 1008, 1010, 1018. Questo tipo di acciaio funziona bene per la saldatura, ha una buona resistenza, è facile da modellare e non costa molto.
I dadi a saldare stile T stabili al carico in acciaio al carbonio vanno bene per la maggior parte degli usi industriali regolari, sia all'interno che in luoghi con poca corrosione, soprattutto se hanno un rivestimento protettivo. Le loro proprietà di resistenza fanno sì che possano sopportare le forze di taglio e di trazione necessarie per lavori di fissaggio impegnativi una volta saldati.

Istruzioni per l'installazione:
Per ottenere la massima resistenza dai dadi saldati stile T stabili al carico, è necessario controllare le impostazioni di saldatura (corrente, tempo, pressione) esattamente come specificato per il materiale e lo spessore del dado.
È davvero importante preparare bene la superficie: pulita, senza olio sul metallo. Il design stesso aiuta a focalizzare la corrente di saldatura attraverso la proiezione, ma impostare correttamente la macchina e assicurarsi che gli operatori sappiano cosa stanno facendo sono fondamentali. È così che ottieni saldature consistenti e resistenti su ogni dado stile T.
Tag caldi: Caricare dadi saldati stile T stabili, Cina, produttore, fornitore, fabbrica
Categoria correlata
Dado esagonale
Dado quadrato
Dado flangiato esagonale
Dado di bloccaggio
Dado cieco
Dado con intaglio esagonale
Avvitare A Mano Il Dado
Dado Rotondo
Mozzi Dadi
Dado a T
Noce di canna
Altre noci
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








